|
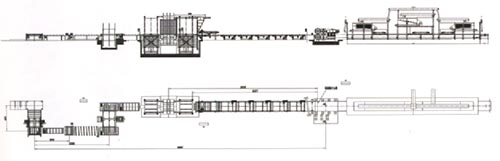
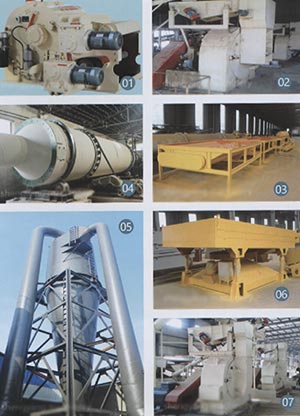
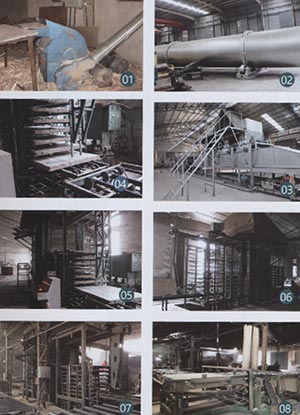
Секция подготовки деревянной стружки
Короткие и длинные бревна небольшого диаметра подаются в стружечный станок для длинных бревен с помощью подающего конвейера, этот станок сразу нарезает его на стружку, затем стружка идет в бункер для стружки.Что касается коротких веток и других материалов, то они идут в подающий ленточный конвейер барабанной дробилки. С помощью дробилки сырье превращается в стружку и идет бункер на хранение, Древесный стружечный материал затем превращается в стандартную стружку и сдувается в хранилище влажной стружки.
Секция сушки и просеивания
Стружка, сброшенная с бункера влажных стружек через винтовой конвейер поступают в роторную сушку. Стандартизированная стружка обрабатывается механическим грохотом. Винтовой конвейер сушки оснащен детектором возгорания, при тревоге сухие материалы выбрасываются из системы автоматически. Прошедшие отбор стружки основы идут в бункер для стружек; слишком большие по размеру стружки идут на дробление и затем транспортируются в бункер поверхностных стружек
Секция смешивания клея
Данная секция включает эмульгирование ваксы и приготовление растворителя, транспортировку, дополнительное хранение, смешивание и нанесение клея. После взвешивания стружки основы и поверхностные стружки эффективно смешиваются с помощью клея в клеемешалках
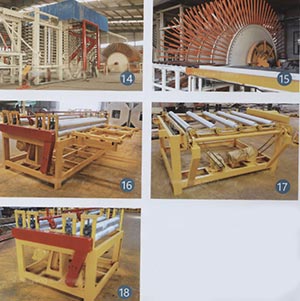
Секция формовки и горячего пресса
Стружки основы и поверхности идут в формовочную машину с тем, чтобы сформироваться на конвейере в единообразную массу. Пройдя подпрессовку, продольный пильный станок , поперечный пильный станок, ускоряющий конвейере, взвешивающий конвейер, складирующий конвейер и погрузочный конвейер, плиты подаются на перевозчик, а затем на горячий пресс. После прессования необработанные доски толкаются на паллеты разгрузчика.
Охлаждающая и измерительная секция
Необработанная доска идет в звездчатый охладитель на охлаждение, затем необработанная доска проходит через боковую торцовочную пилу и становится нормальной ДСП, сложенной на гидравлическом подъемнике
Секция конечной зачистки
Доска посылается в систему шлифования (включая гидравлические подъемники, роликовый конвейер, шлифовальную машину.Доска шлифуется, проверяется и идет на склад
Система ПЛК
В основной комнате управления всей ДСП линией вы можете управлять как автоматически, так и вручную, всеми процессами, начиная обмера с стружки, нанесения, придания формы до горячего пресса и шлифовки. Кроме того, имеется коробка управления работой в каждой секции(кроме горячего пресса)которая позволяет проверять и мониторить работу каждой машины. |